

對工具機而言,主要熱變位是由主軸熱變位、結構熱變位與進給軸熱變位所形成。對於不可避免的熱量,則可透過預測 (如溫升、位移等) 運用補償方法,來減少熱源所帶來的熱變形影響,使加工精度保持穩定。補償的方式共有三種:
主軸熱變位補償 : 溫差式補償
此補償方式是採用 PT100 溫度感測器,當主軸運轉後,分別量測記錄主軸鼻端的實際熱伸長量及溫度的變化量。運用事先建立好的熱補償模型,估算由於溫度變化引起的熱變位,再根據機器當下狀況進行熱變位補正。
TAKUMI 所開發的主軸溫補機能已廣泛應用在所生產的各式立式加工中心機、高速門型加工中心機及五軸加工機。以下實機測試是在 TAKUMI 高速門型模具加工機 H12E 機型進行,比較無補償與溫差式補償的差異。
此機台主要配備如下:
+控制器FANUC
+內藏式主軸 20000RPM (加裝 PT100 溫度感測器)
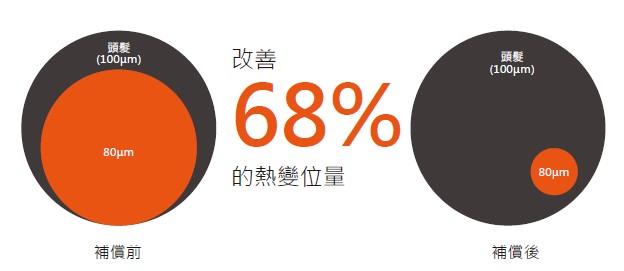
首先,在沒有暖機的條件下,沒有開啟任何補償的功能,主軸熱變位量最大值為 80μm。而在有加裝 PT100 溫度感測器的條件下,PLC 可將溫差的熱變位量做補償。即使環境溫度持續變化,從冷機啟動運轉 2 小時後,從實機測試中可以很明顯的得知主軸熱變位量最大值為 25μm,熱變位量明顯改善了68%。

案例:
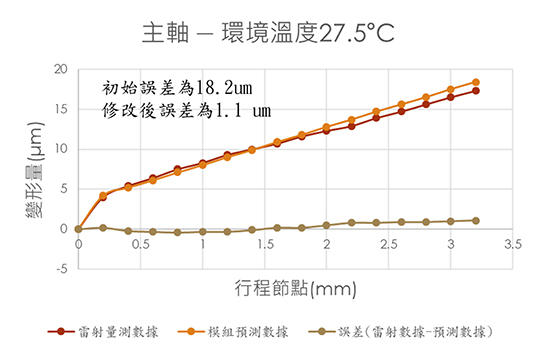
主軸數據分析,橘色線段為類神經模組訓練所預測之數據,紅色線段為雷射量測數據,主軸觀測溫度溫升0°C至2°C有較好的預測,誤差為0.5µm,2.2°C至3.2°C預測最大誤差為1.1µm。圖2為X軸數據分析,橘色線段為類神經模組訓練所預測之數據,藍色線段為雷射量測數據,最大誤差為1.01µm。圖3為Y軸數據分析,藍色線段為類神經模組訓練所預測之數據,橘色線段為雷射量測數據,最大誤差為1.8µm。圖4為Z軸數據分析,藍色線段為類神經模組訓練所預測之數據,橘色線段為雷射量測數據,最大誤差為1.3µm。



Reviews
There are no reviews yet.