

葉片的 半精加工和精加工
對於葉片半精加工,由於雙曲面的原因,建議使用點銑法。這種加工工藝可確保為精加工工序留出可控餘量和殘留高度。
方法:點銑,加工後的零件表面為精加工工序準備
工藝:粗加工工序後的徑向切深為0.5 – 3 mm (0.020 – 0.118英寸)
由於雙曲面的原因,繼續採用點銑。建議的解決方案可實現Ra達到0.4 μm (15.75微英寸) 的表面品質。
工藝:半精加工工序後的徑向切深為0.2 mm (0.008英寸)。



葉片的 半精加工和精加工
對於葉片半精加工,由於雙曲面的原因,建議使用點銑法。這種加工工藝可確保為精加工工序留出可控餘量和殘留高度。
方法:點銑,加工後的零件表面為精加工工序準備
工藝:粗加工工序後的徑向切深為0.5 – 3 mm (0.020 – 0.118英寸)
由於雙曲面的原因,繼續採用點銑。建議的解決方案可實現Ra達到0.4 μm (15.75微英寸) 的表面品質。
工藝:半精加工工序後的徑向切深為0.2 mm (0.008英寸)。
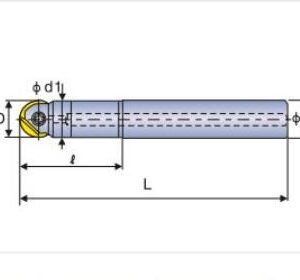
| 直徑/半徑,mm | D2R1, D3R1.5, D4R2 |
|---|
Only logged in customers who have purchased this product may leave a review.

Reviews
There are no reviews yet.